
想要知道mpp电力管厂家直供专注细节专注品质产品如何?看视频就知道!看视频,选产品更明智!
以下是:mpp电力管厂家直供专注细节专注品质的图文介绍


mpp电力管非开挖水平指向挪动上水排污排管工程。颜色原理排除工程。河北省mpp管厂家选购注意哪些问题1、你是不是想要购买mpp电力管,而你还不知道在这么多的品牌之中选择哪一个品牌才好,要是这样的话,就随我一起来看看下面的介绍吧,其会对你以后的选择有所帮助的。
2、大家要是想选择mpp电力管的话,首先一定要明确自己的使用需求,通过自己的使用需求来进行选择。然后大家还要注意现在生产这种产品的品牌,选择到一个的品牌。这样的话,大家在选择以后的使用过程中就可以的放心了。
根据我的了解,我感觉陕西畅元电力管厂的产品是大家的选择了,其产品的质量好,而且价格也非常的合理,不论是从哪一个方面来说其都是我们大家的选择。3、畅元牌MPP电力管抗高温、耐外压,适用于10KV以上高压输电线电缆排管,产品分为普通型和加强型。
mpp电力电缆保护管常用的产品规格型 在市场上随着MPP电力管的越来越普及,可能客户会有特殊需求,也可以根据客户的要求定制壁厚和长度,所以咱们可以根据客户的需求来就行选择一些符合自己的一些产品,下面我为大家列举一些咱们常用的一些管类的型 。
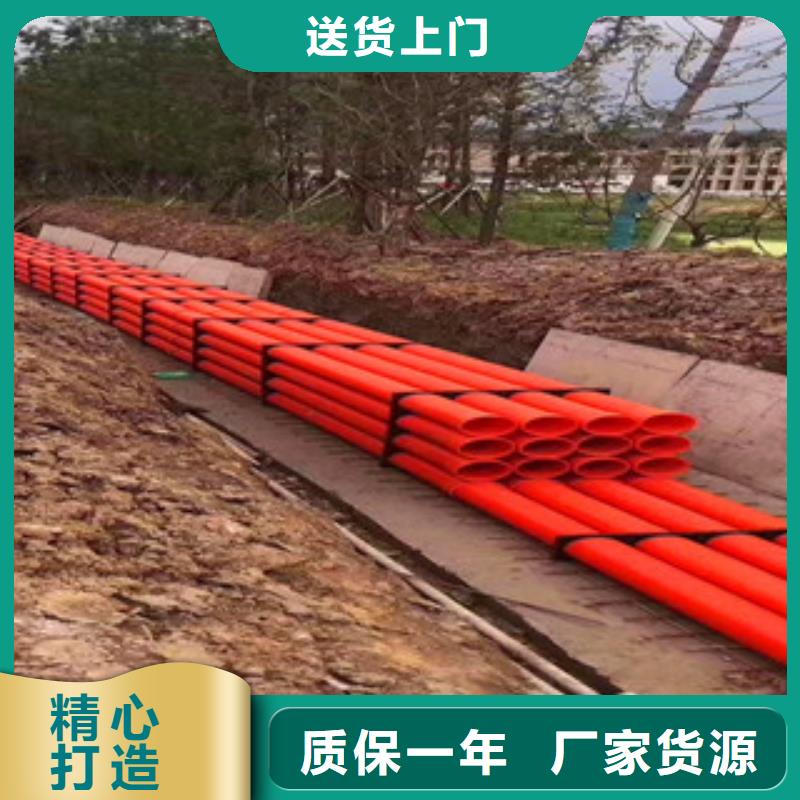
...2019-01-03非开挖MPP电力管穿越工程220kv电源进线江杨路蕴藻浜非开挖MPP电力管穿越工程:海江杨路蕴藻浜定向穿越工程·突破了市区地质条件下采用水平定向钻进敷设MPP电力护套管的新记录,也是一个利用30t级钻机成功地在复杂条件下进行的长距离(超过200m)、大孔桠(达Im)、大深度(达m)穿越的实例。
2、大家要是想选择mpp电力管的话,首先一定要明确自己的使用需求,通过自己的使用需求来进行选择。然后大家还要注意现在生产这种产品的品牌,选择到一个的品牌。这样的话,大家在选择以后的使用过程中就可以的放心了。
根据我的了解,我感觉陕西畅元电力管厂的产品是大家的选择了,其产品的质量好,而且价格也非常的合理,不论是从哪一个方面来说其都是我们大家的选择。3、畅元牌MPP电力管抗高温、耐外压,适用于10KV以上高压输电线电缆排管,产品分为普通型和加强型。
mpp电力电缆保护管常用的产品规格型 在市场上随着MPP电力管的越来越普及,可能客户会有特殊需求,也可以根据客户的要求定制壁厚和长度,所以咱们可以根据客户的需求来就行选择一些符合自己的一些产品,下面我为大家列举一些咱们常用的一些管类的型 。
...2019-01-03非开挖MPP电力管穿越工程220kv电源进线江杨路蕴藻浜非开挖MPP电力管穿越工程:海江杨路蕴藻浜定向穿越工程·突破了市区地质条件下采用水平定向钻进敷设MPP电力护套管的新记录,也是一个利用30t级钻机成功地在复杂条件下进行的长距离(超过200m)、大孔桠(达Im)、大深度(达m)穿越的实例。



非开挖电缆套管应满足品压电缆敷设用MPP管材订货条件敷设施工施工时,客户应提前2天通知供电部门,由供电部门通知供电所,派人到现场共同监护。施工中应当严格按照设计图纸和城市规划部门批准的路由进行施工,并执行施工强制性标准、施工规范、施工及质量验收标准,施工质量达到一次合格标准。
现场使用的测量和施工设施应符合要求。施工过程如遇特殊困难须变更设计时,施工单位必须征得供电所的同意,并出具设计变更。MPP管地下敷设路径应充分考虑地下岩土土质,并尽量与地下各种设施的交叉跨越。防止和避免MPP套管及电缆线路遭受损坏;如:机械、化学腐蚀、震动、热力、杂质电流、虫害及其他损坏。
非开挖深度应按设计和路面的标高决定,不应按地面暂时标高决定,保证实际施工与设计相符。为方便日后电缆正常运行,根据地质条件及穿越铁路、河道规范要求,原则上管线埋深应控制在-8m以上。电缆敷设前应核对电缆规范,检查有无近期的实验合格证,并检查电缆端头是否完好,护层有无损伤,如发现问题应根据情况进行处理和实验,合格后方可敷设。
现场使用的测量和施工设施应符合要求。施工过程如遇特殊困难须变更设计时,施工单位必须征得供电所的同意,并出具设计变更。MPP管地下敷设路径应充分考虑地下岩土土质,并尽量与地下各种设施的交叉跨越。防止和避免MPP套管及电缆线路遭受损坏;如:机械、化学腐蚀、震动、热力、杂质电流、虫害及其他损坏。
非开挖深度应按设计和路面的标高决定,不应按地面暂时标高决定,保证实际施工与设计相符。为方便日后电缆正常运行,根据地质条件及穿越铁路、河道规范要求,原则上管线埋深应控制在-8m以上。电缆敷设前应核对电缆规范,检查有无近期的实验合格证,并检查电缆端头是否完好,护层有无损伤,如发现问题应根据情况进行处理和实验,合格后方可敷设。



恒塑管道有限责任公司将在实践中不断的深化学习、总结、借鉴同行 河北张家口聚乙烯管生产厂家的先进技术经验,完善自身发展,制造更加完善的 河北张家口聚乙烯管生产厂家产品,以满足新老客户的需求使用。



半径应75倍管外径。
焊接注意事项焊接面管材错边不超过管材壁厚的10%。气温低时,应适当加热温度和延长吸热时间。当气温低时,应适当加热温度和延长吸热时间,当环境温度低于﹣5℃或大风天气时,应有保温和防范措施。加热压力应分阶段控制,加热时压力稍大,吸热时压力较小。
下雨天气不能进行管材焊接。焊缝冷却时应自然冷却,采用强制冷却时,将影响管材焊接质量。加热板表面及管端应经常用酒精清洁,确保加热板表面无油污、水、泥土及杂质。加热板表面防粘层应不损伤,进行焊接前,应用干净的抹布擦拭管材端面的水,杂质和泥土。
当待焊接管材端面有水汽时,在加热前,应用加热板烘烤管材端面至水汽蒸发为止,然后进行管材加热。清洁管材端面时,应有人,以防管材挤伤手。管材壁厚低于6mm时,一般不采用热熔对接。操作人员应培训上岗。
从实际效果看,采用非开挖有不影响交通、施工周期短等优点,但由于非开挖对于电力企业乃至全国各管线施工部门仍属于新兴,没有统一的施工标准和技木规范,加上各区域地理位置不同,地下管线系统错综复杂,因此非开挖施工在性和施工管理上存在一些问题。
为便于电力部门规范非开挖施工管理,以电缆转入正常运行后便于管理为原则,的相关文件并征求电力运行部门的意见,撰写了以下管理规定以供参考选用:1、供电单位工程管理部门(以下简称供电部门)在供电方案时,电缆敷设如非特殊情况,原则上尽量避免采用非开挖施工。
焊接注意事项焊接面管材错边不超过管材壁厚的10%。气温低时,应适当加热温度和延长吸热时间。当气温低时,应适当加热温度和延长吸热时间,当环境温度低于﹣5℃或大风天气时,应有保温和防范措施。加热压力应分阶段控制,加热时压力稍大,吸热时压力较小。
下雨天气不能进行管材焊接。焊缝冷却时应自然冷却,采用强制冷却时,将影响管材焊接质量。加热板表面及管端应经常用酒精清洁,确保加热板表面无油污、水、泥土及杂质。加热板表面防粘层应不损伤,进行焊接前,应用干净的抹布擦拭管材端面的水,杂质和泥土。
当待焊接管材端面有水汽时,在加热前,应用加热板烘烤管材端面至水汽蒸发为止,然后进行管材加热。清洁管材端面时,应有人,以防管材挤伤手。管材壁厚低于6mm时,一般不采用热熔对接。操作人员应培训上岗。
从实际效果看,采用非开挖有不影响交通、施工周期短等优点,但由于非开挖对于电力企业乃至全国各管线施工部门仍属于新兴,没有统一的施工标准和技木规范,加上各区域地理位置不同,地下管线系统错综复杂,因此非开挖施工在性和施工管理上存在一些问题。
为便于电力部门规范非开挖施工管理,以电缆转入正常运行后便于管理为原则,的相关文件并征求电力运行部门的意见,撰写了以下管理规定以供参考选用:1、供电单位工程管理部门(以下简称供电部门)在供电方案时,电缆敷设如非特殊情况,原则上尽量避免采用非开挖施工。



管材两端错位量不应超过管壁厚的10%,时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn225mm);0.5mm(225mm400mm)。如不符合要求,应再次铣削,直到满足上述要求为止。3、测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。
二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。
4、当加热板温度达到设定值后,快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。5、将压力减小到规定值,使管材端面与加热板之间刚好保持,继续加热到规定时间2分钟。6、吸热时间达到规定值后,退开活动架,迅速取出加热板。
然后两管端。其切换时间应尽可能短,不能超过规定值。且时的压力不能过大,否则会将熔融物料挤出,造成焊接质量下降。在焊接时,当对接完成后,应立即将其外层翻边去掉观察两对接端面之间熔融物料的多少。
二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。
4、当加热板温度达到设定值后,快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。5、将压力减小到规定值,使管材端面与加热板之间刚好保持,继续加热到规定时间2分钟。6、吸热时间达到规定值后,退开活动架,迅速取出加热板。
然后两管端。其切换时间应尽可能短,不能超过规定值。且时的压力不能过大,否则会将熔融物料挤出,造成焊接质量下降。在焊接时,当对接完成后,应立即将其外层翻边去掉观察两对接端面之间熔融物料的多少。
